Welcome to Leader in NDT & Inspection Service since 2007
Global Certificate: ISO 9001:2015
Welcome to Leader in NDT & Inspection Service since 2007
Global Certificate: ISO 9001:2015
BISCO INTEGRATED SERVICES CO . LTD is An ISO 9001:2015 certified Company established in 2007 at Jubail , Saudi Arabia. BISCO Offers range of Quality Services as required for various Industries like Petrochemical, Refinery, Power Generation and Fabrication.

Conventional Non-Destructive Testing (NDT) is a method of inspecting welds, materials, or equipment for various forms of discontinuities such as cracks, weld discontinuities, corrosion, or wear without destroying the component being tested.
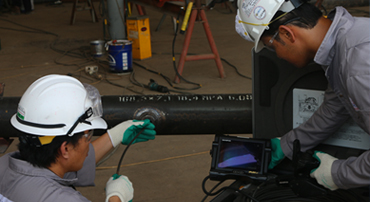
Advanced Non-Destructive Testing (ANDT) equipment that offers our clients an unmatched capability of applications ranging from weld inspections to the detection of hidden cracks, voids, porosity and other internal irregularities in metals and composites.

Post Weld Heat Treatment Services( PWHT ) is defined as one of heat treatments done after welding/machining to improve the Chemical mechanical properties of weldment / machined surfaces. In concept, PWHT covers many different potential treatments.

The goal of turnaround planning is to ensure that plant and refinery inspections are completed as safely and efficiently as possible, and that any necessary inspections are prioritized and performed with regard to historical equipment data and known damage mechanisms.

We provide the highest level of professional services, based on technical excellence and accuracy, as well as outstanding communication and effective coordination with our clients. Our staff of civil, mechanical, and electrical engineers represent years of combined experience.

Corrosion is a major issue in industries around the world. The global cost alone is estimated to be US $2.5 trillion, equivalent to 3.4% of global GDP, impacting businesses, governments, and society. Nonmetallic solutions – such as the development of advanced plastics – can therefore play a role in helping to address this.


BISCO is leading service provider of NDT & Advanced inspection services to industries like manufacturing, oil, gas, power plants & constructions. BISCO is established to cater the inspection needs of fast growing industrial cities.
Read more“We at BISCO Integrated Services Corp are committed to achieve highest customer satisfaction by providing the Best, Satisfactory and Quality Services at competitive price to our clients”.
Read moreWe are committed To the basic principle that HSE is not a job, but a state of being safe and a culture to be shown on and off job.
Read more





We provide innovative product solutions for sustainable progress. Our professional team works to increase productivity and cost effectiveness on the market.









Your request sent successfully.
Something is wrong. Message cant be sent!


